





RIM reaction injection molding and low pressure perfusion
Low pressure perfusion reaction injection Molding (" RIM ")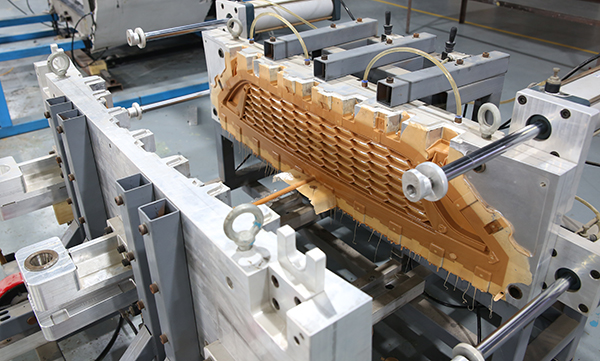
It refers to the process of mixing the two-component material with high chemical activity and low relative molecular weight by impact and injecting it into a closed mold at room temperature and low pressure to complete chemical reactions such as polymerization, crosslinking and curing and form a product. This new process combining polymerization reaction and injection molding has the characteristics of high material mixing efficiency, good fluidity, flexible raw material preparation, short production cycle and low cost, and is suitable for the production of large thick wall products, so it has been paid attention to by countries all over the world.

Technical parameters:
Applicable mold: resin mold (more than 100 pieces); ABS mold (more than 300 pieces); Aluminum alloy mold (more than 1000 pieces).
Casting material: two-component polyurethane PU. Currently used materials: HD-PU4210, DCP-RIM, AXSON-RIM 875.
Physical properties: similar to PP/ABS. The product has the characteristics of aging resistance, strong impact resistance, high coincidence, easy handling and so on.
Injection pressure: about 10MPa. Flow control: 600g/s.
General working time: 15-30 minutes/piece, demoulding temperature can be controlled below 40 ° C, after demoulding parts in 80 ° C environment curing 2-4 hours performance is the best.




Join us
Apply for a position*
name*
Mobile phone number*
Wechat ID*
mailbox*
Consultation content*
Verification code
- I have read and agree 《Privacy protection agreement》